Overhead Hoists in Action: Case Studies from the Hoist Manufacturers Institute

When it comes to moving critical loads safely and efficiently, overhead hoists and cranes are the backbone of modern manufacturing. Whether handling lightweight aerospace structures or 30-ton industrial components, properly specified and installed lifting equipment improves productivity, precision, and worker safety.
Across industries, Hoist Manufacturers Institute (HMI) members are advancing the performance and reliability of overhead lifting systems through innovative engineering and responsive customer partnerships. The following three case studies highlight how HMI members are helping facilities overcome unique challenges. These solutions address issues ranging from limited headroom to seismic requirements and space constraints. All deliver improved safety, uptime, and ergonomic efficiency.
Case Study 1: Applied Aerospace Overcomes Headroom Constraints with Wire Rope Overhead Hoists

At Applied Aerospace’s 420,000-square-foot manufacturing facility, precision lifting is essential for moving lightweight spacecraft structures — most weighing under 1,000 pounds.
When the company expanded into a new building, it turned to CraneTech to provide reliable overhead lifting equipment designed for delicate, low-speed, high-precision movements. Soon after the order was placed, the team discovered a fire sprinkler pipe in the new building interfered with the planned crane installation. The obstruction created a low headroom challenge, threatening to reduce the available lifting height. CraneTech modified the design by lowering the main beam — preserving functionality and meeting all safety and performance standards without delaying delivery.
The company installed R&M Spacemaster SX wire rope hoists (5-ton capacity, spans of 40 to 65 feet), built to CMAA Class C specifications with variable-frequency drive (VFD) controls and radio remote operation. The new installation is reliable and moves slow with high precision. With additional cranes now installed across the facility, the partnership continues to deliver high-quality results with minimal downtime.
Case Study 2: ASC Process Systems Expands Capacity with Custom Cranes, Overhead Hoists

When ASC Process Systems saw rising demand for its industrial ovens, it needed new overhead cranes to support production and shipping. The project called for a combination of four bridge cranes and two hoists to handle loads from 5 to 30 tons in a new building dedicated to oven fabrication.
The expansion came with multiple structural and timing challenges. The new site had a 16-inch elevation slope, required larger-than-standard footings to meet seismic survey requirements, and needed engineering and procurement of long-lead items within two months.
Specht Industries designed and installed a complete lifting system featuring R&M hoists to maintain fleet consistency and simplify maintenance. The system included full ASCE rails, conductor bars, concrete work, installation, testing, and startup — all managed by Specht’s in-house team. The resulting installation met all timelines and performance requirements, creating more space for the facility and its associates to work safely and efficiently.
Case Study 3: Tyler Union Foundry Enhances Safety and Throughput with Multi-Crane Installation
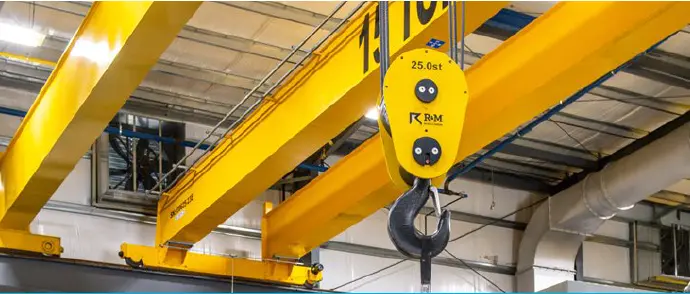
At Tyler Union Foundry, a new no-bake foundry required overhead cranes to support side-floor molding and low-volume, large-casting operations. As demand increased, Tyler Union needed to expand its capacity without disrupting production. Tight space constraints and active workflows made installation complex. Additionally, the cranes’ height made radio remote controls a necessity for safe operation. Southeast Crane & Hoist provided a turnkey system to support the foundry’s growing production needs.
Southeast Crane & Hoist installed two 25-ton cranes, plus 15-ton and 5-ton models, all manufactured by R&M Materials Handling, Inc. The 76.5-foot spans and 28-foot lift heights matched the building’s layout. Further, trolley cars move materials between bays to minimize forklift traffic. The cranes run quiet and smooth, while radio controls provide a major safety advantage. Additionally, the cranes immediately improved operational flow and safety while positioning the foundry for continued growth.
Innovation and Partnership Drive Safer, More Productive Lifting
Across these projects, HMI members demonstrated the value of engineering expertise, safety-first design, and responsive customer support. From aerospace components to heavy industrial castings, hoists, cranes, and controls can transform how facilities move material. They also improve both efficiency and ergonomics.
As manufacturing continues to evolve, HMI member companies remain committed to advancing the standards and best practices that keep overhead lifting safe, reliable, and productive.