
New Infographic From CMAA Highlights Performance, Safety Benefits Of Overhead Cranes
A newly published quick reference infographic from the Crane Manufacturers Association of America (CMAA), offers an overview of the different available types of industrial overhead material handling cranes. It also details the benefits delivered by this method of materials movement, as well as the breadth of resources available by CMAA.
Overhead cranes are lifting and moving solutions that use hoists in conjunction with other underhook devices to place a load at any point within its travel area. Common types—such as a single, and double girder bridge cranes, gantry cranes, or jib cranes—allow three-axis hook motion.
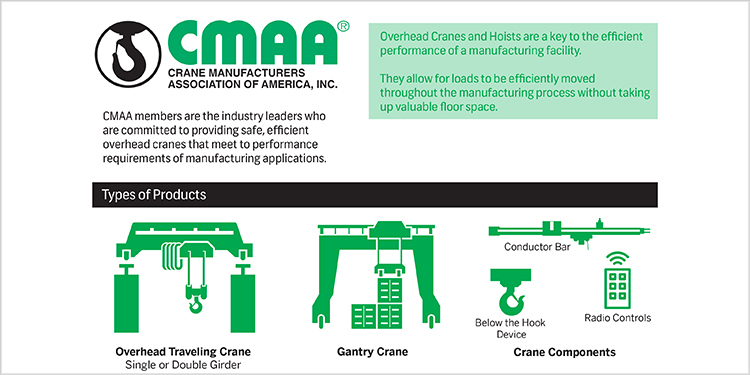
The graphic notes that overhead cranes and hoists are a key contributor to the efficient performance of manufacturing and distribution facilities. That’s because they enable loads to be efficiently moved throughout the operation without taking up valuable floorspace. Other benefits of an overhead crane installation include an increase in performance and throughput; highly efficient and precise load handing; and improved worker safety and ergonomics.
Additionally, the document illustrates two primary styles of cranes:
- Overhead Traveling – A crane with one or more girder bridges traveling on an overhead fixed runway structure as it carries a movable or fixed load hoisting mechanism.
- Gantry – A crane with a bridge rigidly supported on one or two legs that travel on fixed rails or other type of runway as it carries a moveable or fixed load hoisting mechanism.
It also highlights the most commonly used crane components: below-the-hook devices that interface with the load, radio controls that direct the crane’s operation, and conductor bars—the electrical components that provide power to the overhead handling system.
The graphic notes that while the first overhead cranes were put into service in 1861 (and were steam-powered), the latest models are powered by electric motors. They can be equipped with sophisticated controls for acceleration and speed control, positioning, anti-sway compensation; zoning, automation, and downloadable maintenance data. They’re also equipped with Industry 4.0 and Industrial Internet of Things (IIoT) connectivity, enabling overhead cranes and hoists to communicate with other operational software to monitor performance and maintenance requirements.
A look up at the ceiling of many manufacturing and warehousing facilities shows that an enormous range of industries rely on overhead cranes for materials movement. These include general manufacturing, building products, pulp and paper, automotive, food and beverage, utilities, fuel and power products, construction materials and sites, ship building, ports and many more.
CMAA members represent the industry’s leading suppliers of overhead crane systems. They design, manufacture, assemble, install and service overhead cranes and components. CMAA members, with the combined experience of more than 30,000 crane installations in North America in the last decade, are committed to providing products which focus on safety and innovation. The organization offers a variety of resources—including buyers’ guides, engineering specifications, OSHA Alliance safety tip and fact sheets, inspection and maintenance checklists, safety seminars and more—via its website at www.MHI.org/CMAA.
Want your own copy of the CMAA Crane Infographic? It’s available as a free download, here. Additionally, CMAA’s two partners in MHI’s Overhead Alliance—the Hoist Manufacturers Institute (HMI) and the Monorail Manufacturers Association (MMA)—have published similar infographics, with HMI’s here and MMA’s here.

